












")
")
")
")
")
")
")
")



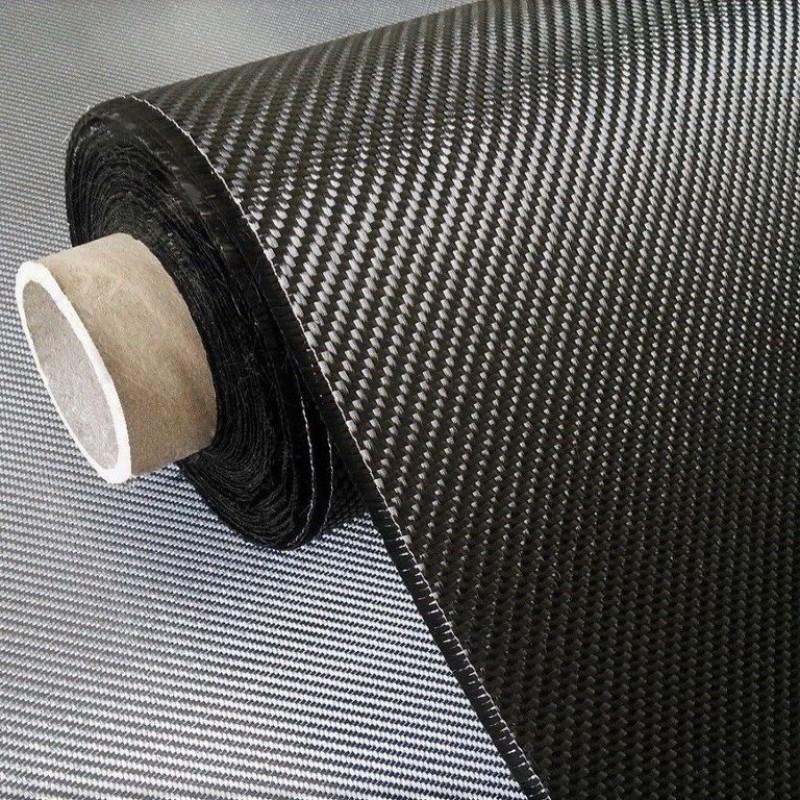
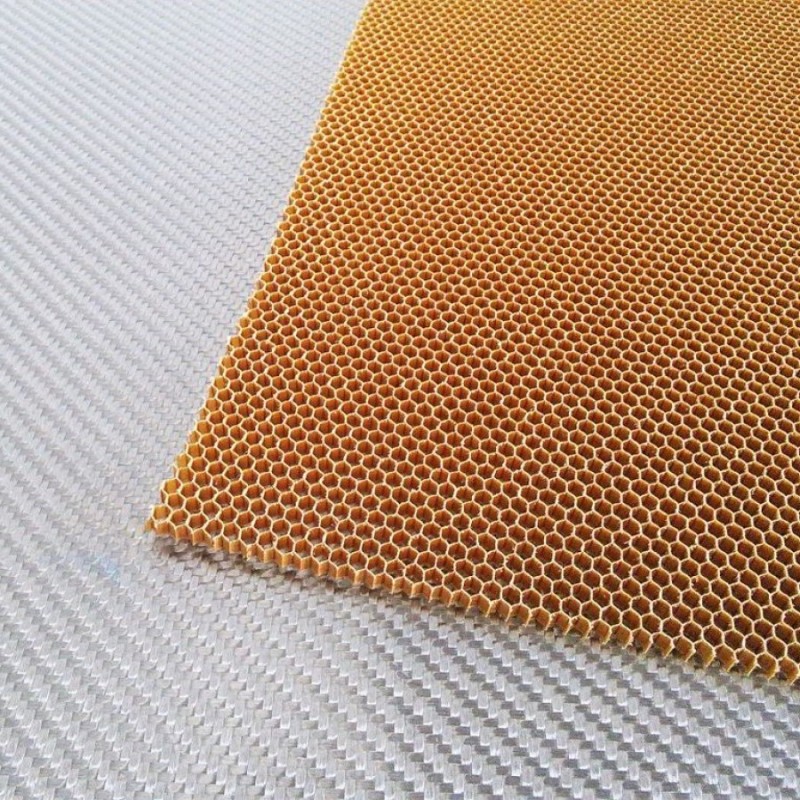
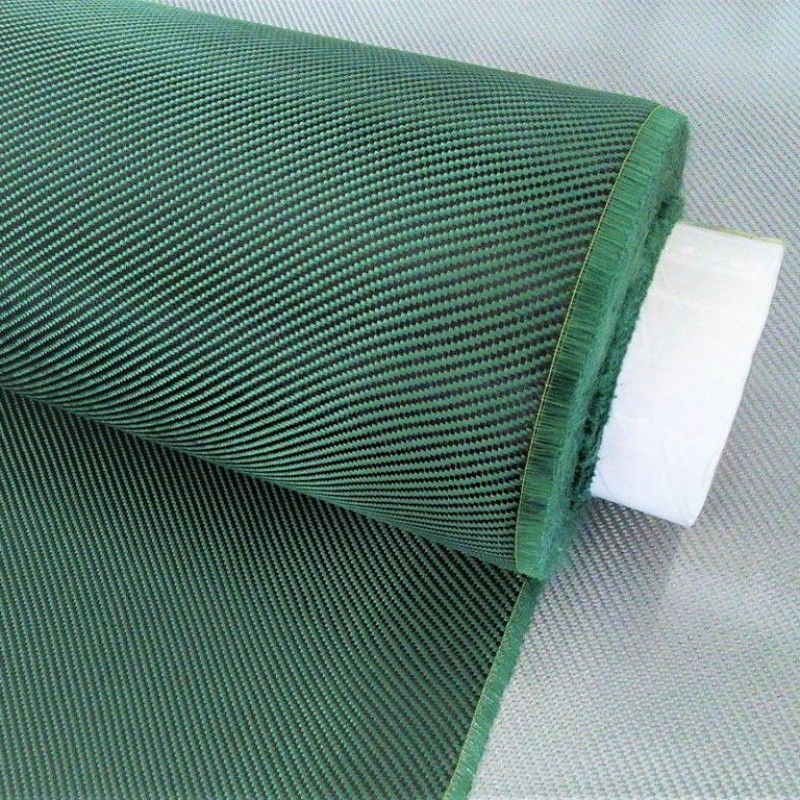
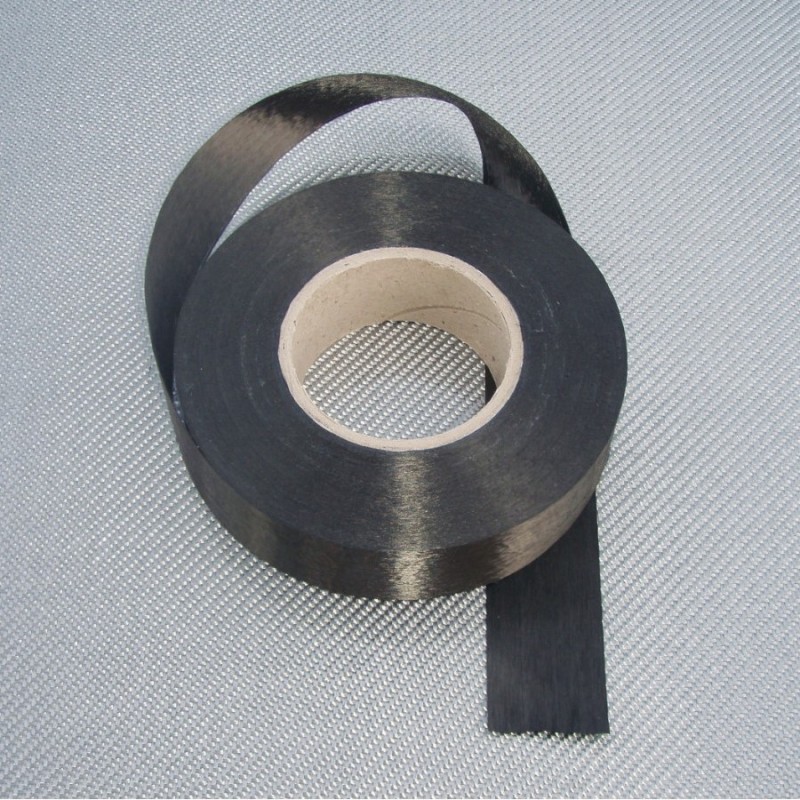
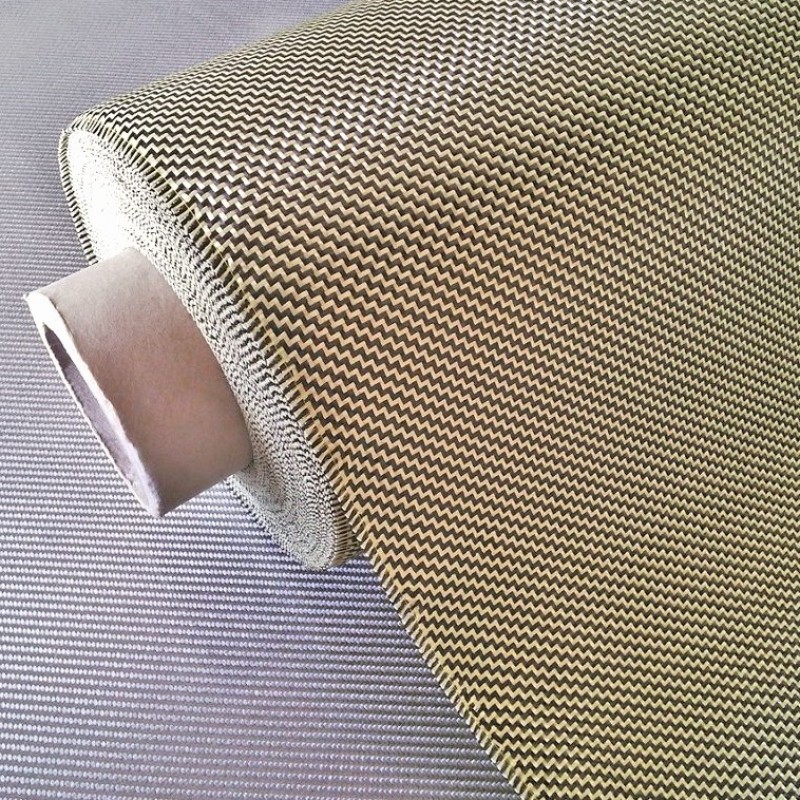
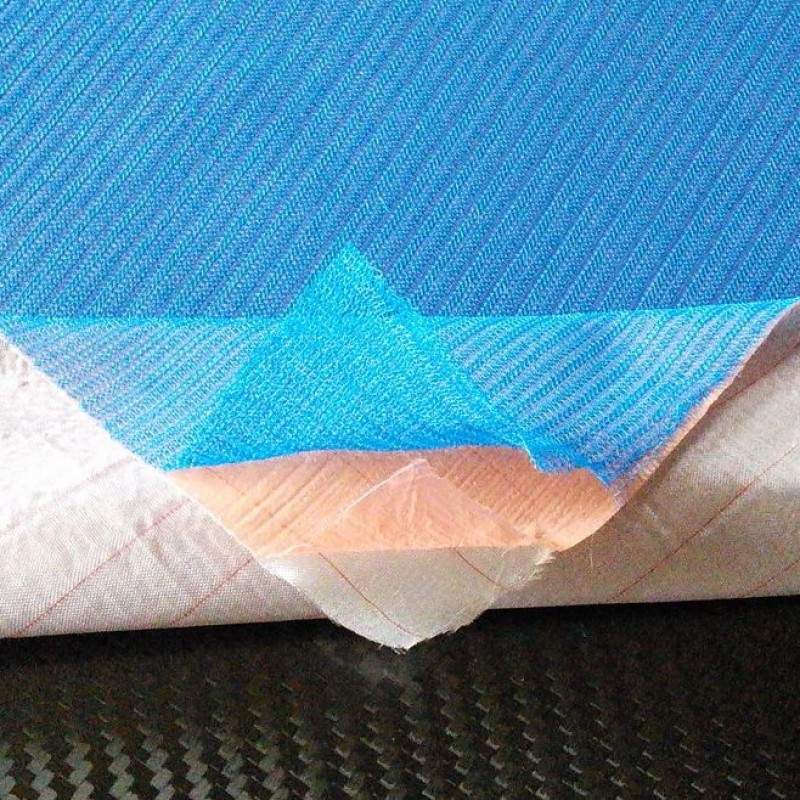
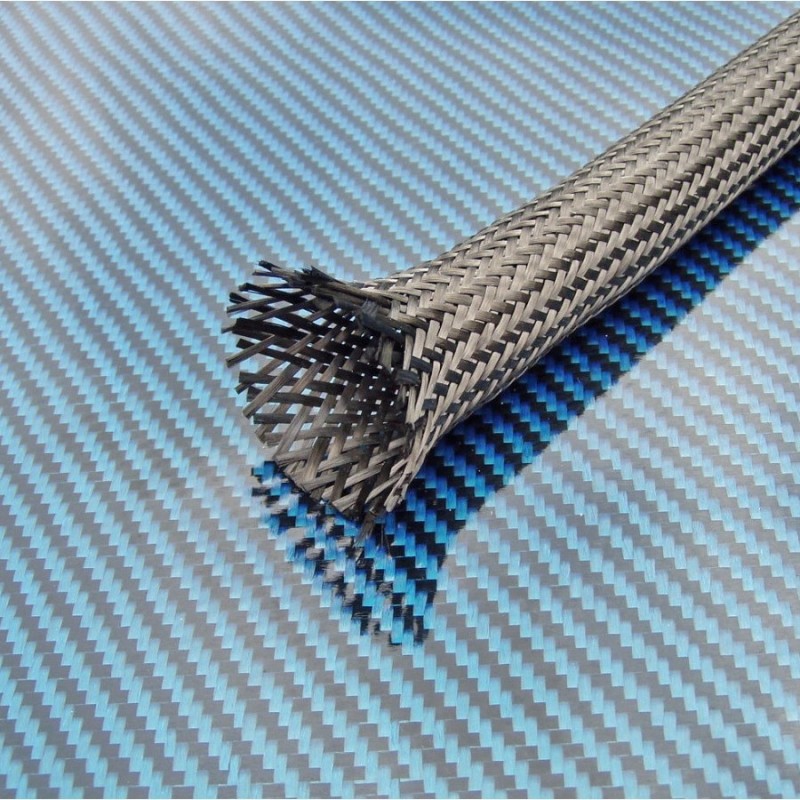
Αdvanced composite materials
FIBERMAX offers a wide range of high performance products that enables our customers to achieve "the impossible" for conventional materials and build a host of exciting structures, from energy harvesting wind turbines to award winning race cars.
We are driven by our commitment to continually improve in all areas of our work. We aim to ensure our clients receive materials, information and training that exceed their needs. The inevitable result of our efforts is customer satisfaction.
We believe that products should come with free long term technical support, and this support is one of our company's objectives. We offer assistance to our clients ranging from support over the telephone to on site visits. This way, we get involved in production problems everyday. Our customers take full advantage of that and enjoy our versatile technical consulting (on site visits are subject to minimum order levels.) Together, we put down knowledge and know-how, skills and practical experience, and work out composite solutions for a better product, shorter manufacturing timecycles and lower cost.
Browsing this site you will be informed about most of our products and services. Custom-made products can be manufactured upon request. However, those special products are usually subject to a minimum order level. If you need a product that you don't see in our catalog, please contact.